Pointes javelots, gravures sur fraiseuse cnc, les conseils CncFraises
La gravure cnc, les conseils et astuces Cncfraises pour réussir tous vos travaux de gravure. Tous les secrets des pointes javelots enfin révélés ! :-)
Pour commencer, quelques généralités
Une pointe javelot est le nom courant pour déterminer l'outil générique pour réaliser des gravures sur différents matériaux.
On entend par gravure la réalisation d'un sillon par un outil de forme dans la matière, la forme du sillon peut être variée, en forme de V, de U et autres.
Cette fiche se concentre sur les pointes javelots dont leur forme est en "V".
Les matières pouvant être gravées
Les pointes javelots sont des outils en carbure de tungstène (revêtu ou non), ils peuvent ainsi graver une multitude de matières. On peut affirmer qu'il sera possible de graver toutes les matières qu'on a l'habitude de fraiser.
La liste des matières, qu'on peut graver, est donc vaste.
Matières tendres à mi dur :
- Mousses
- Les "plastiques" (PVC, PMMA, PC, ...)
- Les bois naturels et reconstitués, ...
Matières abrasives :
- Mousses PU ("RakoTool", "prolab", ...)
- Epoxy (Backelite, FR4, plaques cuivrées)
- Carbones, ...
Les alliages non ferreux :
- Aluminium
- Laiton
- Cuivre, ...
Remarque : pour le verre, il est conseillé d'utiliser des outils "diamantés" (non couvert par cette article).
Angle, profondeur de passe, largeur du sillon, "au secours" !
La question qui revient souvent, lorsqu'on souhaite graver une matière, est : pour un angle, comment déterminer la profondeur de passe pour obtenir une largeur de sillon donné et vice versa ?
Méthode pour déterminer la profondeur de passe et la largeur du sillon :
Une pointe javelot "idéale" est constituée de deux triangles rectangles, soit le triangle rectangle ABC rectangle en B. Que connaît-on ? - L'angle "x" : l'angle x correspond à l'angle de la pointe divisé par 2.
- - AB : la distance AB représente la profondeur de passe.
Que cherche-t-on ? - La distance BC, qui correspond à la moitié du "sillon" qui sera gravé par l'outil.
Résultats : Dans un triangle ABC rectangle en B, la tangente de l'angle x vaut :
Tan(x) = côté opposé / côté adjacent = BC / AB Attention : l’angle « x » est exprimé en radian, BC et AB en millimètres.
On peut écrire BC = Tan(x) * AB
Pour obtenir la largeur totale (en millimètre) du sillon gravé par l'outil :
Largeur sillon = (Tan(x) * Profondeur de passe) * 2
Un exemple n°1 : - quelle sera la largeur du sillon gravé pour une pointe javelot de 30° si la profondeur de passe est de 0.5 mm ?
Angle x = 30 / 2 = 15°, conversion de x en radian -> x = 0.261799
Profondeur de passe (c à d AB) = 0.5 mm
BC = Tan(0.261799) * 0.5
BC = 0.1339 mm
Largeur du Sillon : BC * 2 = 0.267949 Réponse : 0.268 mm
On peut aussi déterminer la profondeur de passe pour obtenir une largeur de sillon donnée : Profondeur de passe = (Largeur sillon / Tan(x))/2
Exemple n°2 : - quelle sera la profondeur de passe pour obtenir une largeur de sillon de 0.27 mm pour une pointe javelot de 30° ?
Angle x = 30 / 2 = 15°, conversion de x en radian -> x = 0.261799
Largeur du sillon souhaité : 0.27 mm
Profondeur de passe = (0.268 / Tan(0.261799)) / 2
Profondeur de passe = 0.500094, soit 0.50 mm Réponse : 0.50 mm | 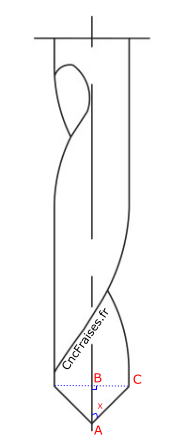 |
A vos calculatrices !
Remarque : cette méthode de calcul est valable pour une pointe javelot dite "idéale", c.à.d. dont la largeur de la pointe de l'outil serait nulle (0 mm).
Dans la réalité, la largeur du sillon obtenue sera toujours un peu plus large que la valeur théorique calculée en raison de différents facteurs : largeur du bout de l’outil (0.1, 0.2 mm, …), les conditions de coupe, la matière, …
Vitesse de rotation et avances :
Il n'existe pas d'abaques corrigés (c.a.d parfaitement adaptés pour une pointe, une matière, un écosystème de fraisage), on pourra tout de même donner des valeurs d'usages pour la gravure des circuits imprimés, par exemple.
Pour la gravure des circuits imprimés, il est courant d'utiliser une vitesse de rotation maximale ! Dans l'industrie, les pointes javelots CVD-D Cncfraises sont utilisées à 60.000 tr/min !
Sur une fraiseuse CNC de loisir ou semi professionnelle, on choisira donc la vitesse de rotation la plus élevée possible ; 24.000 tr/min est une valeur courante.
Attention : pour les petites machines équipées d'un moteur de "broche" ne dépassant pas les 10.000 (et encore, à vide...), les pointes javelots ne travailleront pas dans d'excellentes conditions, il faut être conscient des limites de ces petites machines suivant la nature des travaux que vous avez à réaliser et la qualité des gravures qui pourront être obtenues...
Pour la gravure de vos circuits imprimés, une bonne valeur de départ est 300mm/min, valeur qui pourra être optimisée, là encore, c'est très dépendant de votre écosystème de fraisage !
Optimiser vos gravures :
Les pointes javelots sont prévues pour tourner très vite. Dans l’industrie, il n’est pas rare que les broches destinées à la gravure tournent à plus de 60.000 tr/min !
N’hésitez pas à utiliser la vitesse de rotation maximale de votre broche lors de vos travaux de gravure.
La concentricité et la rigidité, c’est très important !
Votre pointe javelot tourne à des vitesses de rotation très élevées, la pointe de l’outil est extrêmement fine (0.1, 0.2 mm, …), il faut impérativement limiter le moindre défaut de concentricité.
Pour des broches non destinées exclusivement à la gravure, on s’assurera, a minima, de la qualité et propreté de la pince et de l’écrou.
Votre broche ne doit souffrir d’aucun défaut (ses roulements en bon état, fixation rigide, …).
La rigidité globale de la machine sera un facteur de réussite et de qualité pour vos gravures.
La matière à graver parfaitement bridée...
N’oubliez pas de brider la matière à graver correctement, la matière ne doit absolument pas vibrer, sinon la pointe risque de "buriner", la qualité de la gravure sera mauvaise et l'outil aura souffert inutilement.
Pour aller encore plus loin, aidez vos outils !
Dans certaines matières (alu, cuivre, …), l’apport d’un lubrifiant adapté comme une huile de coupe ou une huile soluble (même par apport manuel) optimisera la durée de vie de la pointe javelot et la qualité globale de vos gravures.
Pour gagner du temps
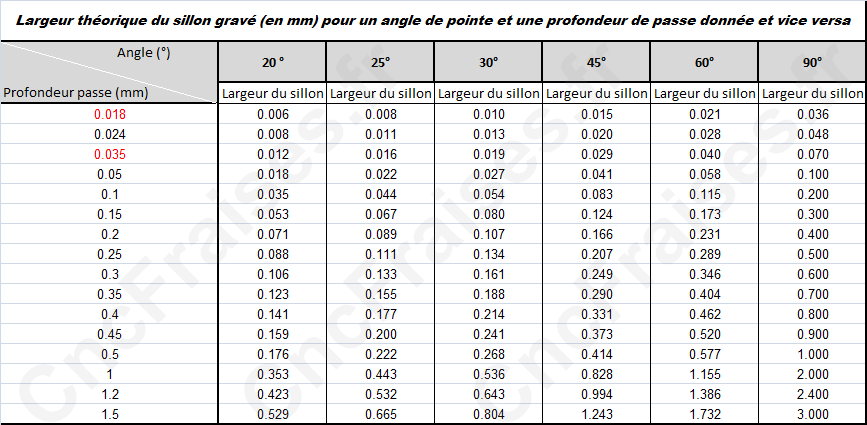
Je vous propose un tableau récapitulatif pour les angles de pointes javelots les plus courants. Il est facile de trouver la largeur du sillon pour une profondeur de passe et vice et versa.
Astuce : les plaques époxy cuivrées courantes existent avec deux épaisseurs de cuivre : 18µ (0.018mm) et 35µ (0.035mm).
Bonnes gravures !
A bientôt.
Christophe.