Le fraisage du bois avec une fraise carbure sur votre fraiseuse cnc, quelques conseils et astuces.
Quelques généralités :
Ces informations sont destinées aux débutants équipés d'une fraiseuse cnc de type "Hobby" ou semi-professionnelle.
Le fraisage du bois sur une fraiseuse à commande numérique, comme celles que nous utilisons le plus souvent (portique), est généralement simple.
Les fraises carbures monobloc permettent des avances très importantes dans les bois massifs.
Ces fraises carbures sont aussi très bien adaptées au fraisage des bois reconstitués (MDF, agglomérés, Valcromat, OSB,...) qui sont composés de bois mais surtout d'une quantité importante de divers types de colle.
Lors de vos premiers fraisages de bois, vous avez peut être rencontré quelques problèmes...
Lorsqu'on commence à fraiser du bois, un problème récurrent est l'apparition de traces de noires (brûlures) sur les pièces usinées, d'une odeur de brûlé et la fraise qui noircit (elle charbonne) voire bleuie.
La raison principale est (généralement) liée à une avance en matière (Fz) bien trop faible et/ou d'une vitesse de rotation (n) de l'outil trop importante.
Dans le bois, si l'avance est trop faible, l'outil est utilisé bien en deçà de ses capacités de coupe, le résultat est étonnant, mais on « use » l'outil inutilement, j'utilise souvent cette phrase : la fraise "s'use à ne rien faire" !
Une avance faible, couplée à une vitesse de rotation élevée, la fraise monte en température et le bois "brûle".
Il est, en général, facile de régler ces problèmes, quel que soit le type de fraise choisi : on commencera par augmenter significativement l'avance (Fz), si le phénomène apparaît encore, on diminuera la vitesse de rotation de l'outil.
Même si le fraisage peut être défini/calculé par la théorie, dans des conditions "hobby", la vue, l'oreille (et le nez...) seront de bons indicateurs pendant l'usinage, la pratique et l'expérience seront prédominants.
Un fraisage réussi dans le bois, c'est (liste non exhaustive) :
- la fraise n'a pas changé de "couleur" après l'usinage (noircie ou bleuie).
- pas de trace de brûlure, marques noires sur les champs fraisés (point d'entrée/sortie compris).
- la fraise "fait du copeau" et pas de fine particule de poussière (à la rigueur pour une passe de finition...).
- bonne finition des champs fraisés, pas ou peu de finition manuelle à prévoir.
Le fraisage du bois sur une fraiseuse cnc, quelques astuces :
Astuce n°1 : si les traces de brûlure apparaissent dans les angles, il y a fort à parier que la configuration de votre machine ne soit pas bonne, les rampes d'accélération sont certainement inadaptées.
S'il y a trop de décélération dans les changements de direction, le fraisage n'est pas réalisé à vitesse constante, on se retrouve dans le cas présenté précédemment.
Pour résoudre le problème, il faut augmenter la pente d'accélération / décélération des axes X/Y de votre machine, dans la limite de ses possibilités (pas de "perte de pas", pas de stress mécanique, ...).
Astuce n°2 : j'ai une trace de brûlure au point d'entrée et de sortie de la fraise, que faire ?
Il ne faut pas oublier de configurer correctement la vitesse de pénétration en matière, la fraise charbonne car elle rentre certainement en matière trop lentement !
Il est préférable que la vitesse de pénétration en matière soit identique à la vitesse de coupe qui ne génère plus de trace lors de l'usinage, donc si l'avance idéale en matière est de 2000 mm/min (valeur pour l’exemple complètement aléatoire…), la pénétration en matière doit être de 2000 mm/min. Cette astuce est valable dans les bois et les matériaux très tendres (bien entendu...).
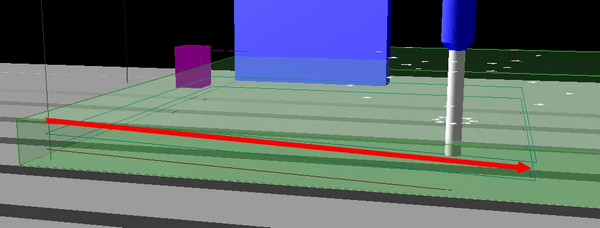
Astuce n°3 : pour éviter une trace au point d'entrée et de sortie de la fraise tout en optimisant la durée de vie de l'outil, je vous conseille, si votre logiciel de préparation de parcours d'outil le permet, de configurer systématiquement une pénétration en "rampe" en matière.
Par défaut en fraisage, l'outil va rentrer verticalement en matière (jusqu'à atteindre la profondeur de coupe prévue), puis "avance" en matière.
La pénétration en rampe va permettre à l'outil de rentrer progressivement en matière tout en avançant. L'outil ne travaillera pas que sur le bout et les efforts de coupe seront bien mieux répartis, on stresse moins l'outil, sa durée de vie est naturellement augmentée.
Contre toute attente, ce type de pénétration en matière sera aussi très intéressant pour les fraiseuses cnc dont les axes sont très légers et/ou peu rigides (machines de type Shapeoko, Xcarve et clones).
On peut encore optimiser avec une autre option qui permet de décaler le point d'entrée et de sortie de la pièce à fraiser, s'il subsiste une trace, elle n'est tout simplement plus sur la pièce que l'on vient de fraiser !
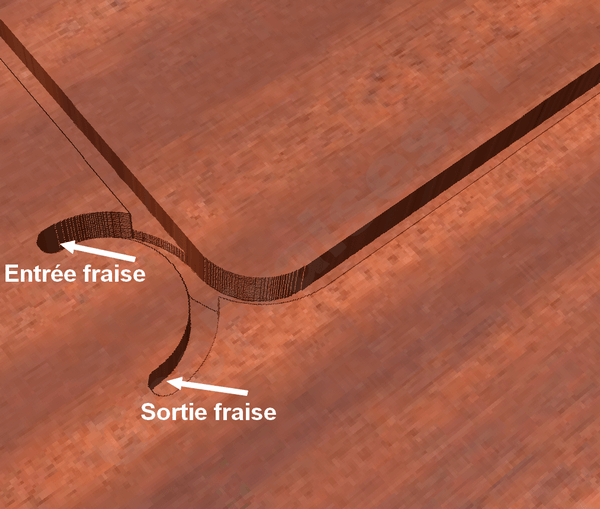
J'ai volontairement "exagéré" la position de l'entrée et sortie de la fraise pour l'exemple...
Je reviendrais sur ces parcours d'outil ainsi que choisir la bonne fraise pour fraiser différents types de bois à l'occasion de prochains articles !
A votre service, Christophe.